This case study demonstrates how transient dynamic modelling can provide useful insight into operational issues and help identify and eliminate the cause of repeated start-up trip in a pumping system. In troubleshooting, the main difficulty is often identifying the root cause of system failure. Solutions are easier to define once the problem is well understood. Operational issues are easier to visualise in a steady state mode, however when they are related to transient operation (such as during a cold start-up or an emergency shutdown event), system behaviour is harder to understand.
Dynamic modelling provides a cost-effective means to troubleshoot pumping system issues and determine solutions for such issues. The benefits include reduced downtime, re-instated availability and improved system reliability.
BACKGROUND
Recurring trips on a 6.9 MW motor driven multistage barrel type centrifugal pump was the cause of severe outage on a North Sea (UK) crude oil processing platform. Plant shutdown lasted sometimes a full day, or more, resulting in significant loss in production. The pump tripped on high suction pressure and the trips were observed during start-up.
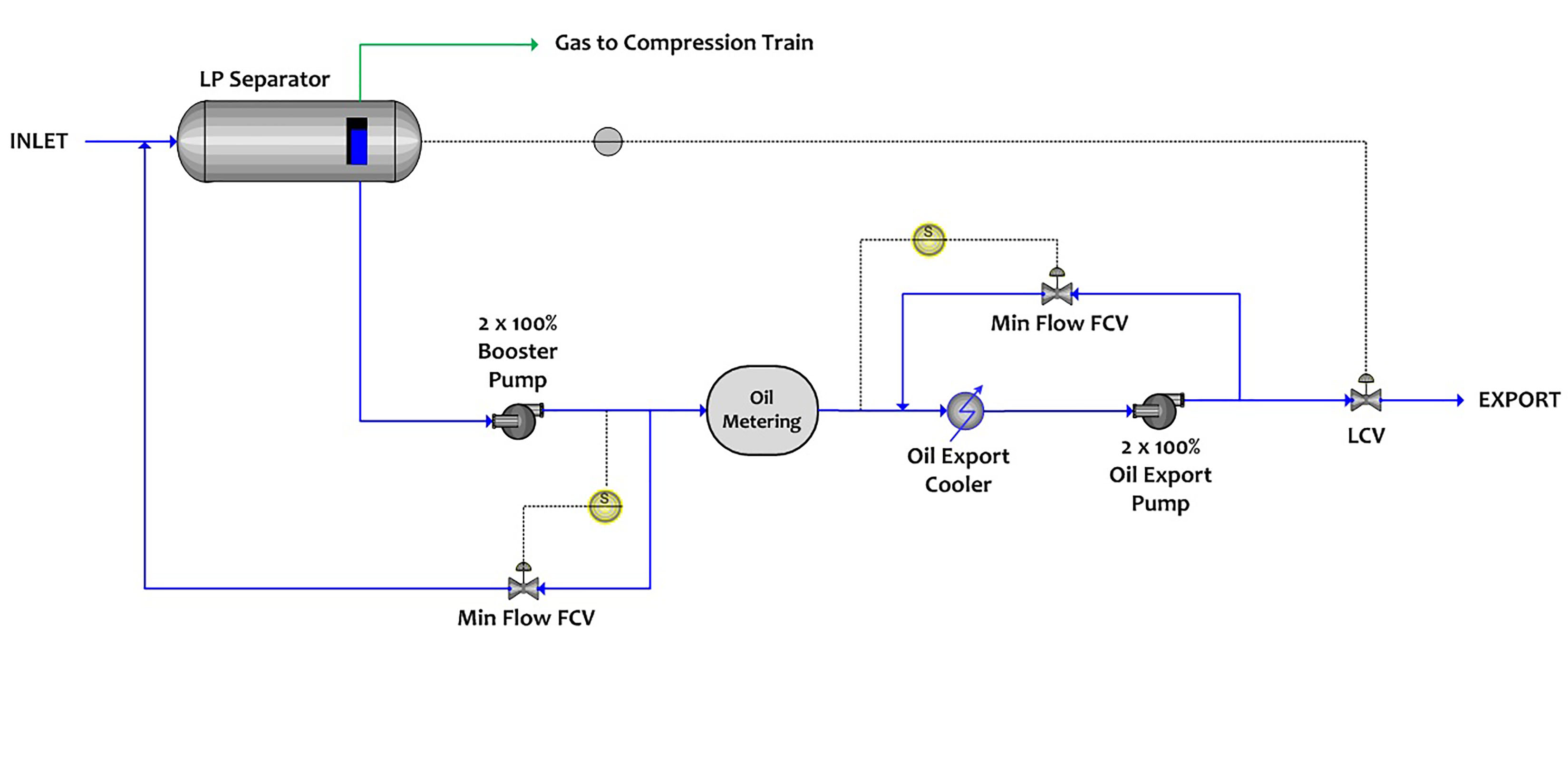
Figure 1: Crude Pumping System
It seemed unlikely that suction pressure should be a cause for concern due to the large margin between trip set point and operating suction pressure; trip level (PAHH) was set at 30 barg and suction pressure at pump was only 20 barg.

Figure 2: System Modelling for Low Cv Min Flow FCV
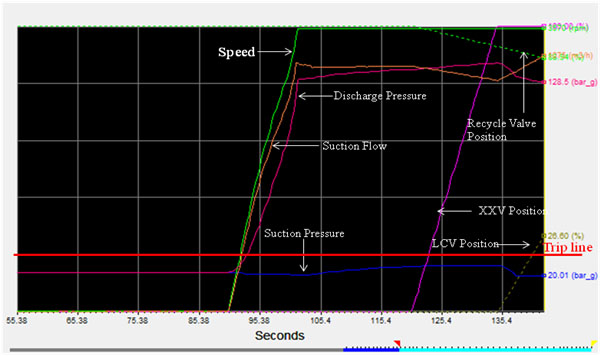
Figure 3: System Modelling for Higher Cv Min Flow FCV
DYNAMIC MODELLING
Using HYSYS v7.2 for dynamic modelling, the crude pumping system start-up was simulated to scrutinize its transient behaviour and monitor changes in key operational parameters. The analysis confirmed a large transient rise in suction pressure (Figure 2) during start-up causing the pump and system to trip. The analysis pointed to the recycle valve size being too small to match the pump work during ramp up. The small Cv (Cv = 55) of the recycle valve was the root cause of the problem.
The simulation was re-run iteratively with larger Cv valves and eventually, a Cv of 100 (Figure 3) was found to be sufficient to avoid trip and provide a minimum 10% margin from trip setpoint.
DISCUSSIONS
The behaviour of a pumping system during its transient phases can be quite complex as it is influenced by the interaction of hardware, control system design and settings and defined operating procedures. The interaction of the open/closing of control and isolation valves and the inertial acceleration of the pump train from idle dictate the movement of crude oil inventory in the pipework and the transient changes in flow rates and pressures at suction and discharge of the pump.
It is typical for a heavy duty pump to be equipped with a minimum flow recycle line and during start-up, the pump would operate in full recycle at a set stable flow, with all pump work being dissipated across the recycle valve (ignoring pipe losses) until the export line back pressure is overcome and forward flow can be achieved.
If the valve is too small, during ramp up, the system accelerates through the red path on Figure 4, producing a large transient rise in pressure. The valve remains fully open at its largest Cv and minimal pressure drop.

From the Cv equation 

If the valve is suitably large, the system follows the blue path on Figure 4, producing lower transient pressure rise at the pump and larger flows allowing the valve to modulate and improve its pressure dissipation capacity, as 
CONCLUSIONS
The problem on the crude oil pumping system was solved by installing a larger Cv recycle valve and system availability was restored. This case not only shows how dynamic modelling can help troubleshoot pumping systems, but also provides a deeper insight into the role of each of its key components. With ever increasing pressure on plants to improve efficiency and margins by maximising availability and production output, this technique can prove useful to help solve pump operational issues.
Please contact us for more information.

Figure 4: Effect of Recycle Valve CV on Pump Start-Up
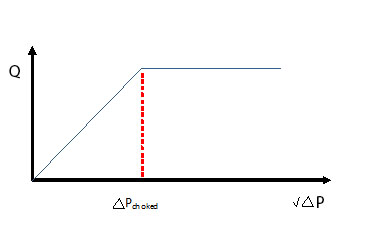
Figure 5: Valve Pressure drop vs flow
Authors:
- Dr. Jean-Noel Bajeet, Consulting Engineer at Fluensys Ltd
- Sabbir Mahmood, Lead Process Engineer at MSE Consultants Ltd